

立磨更换辊套、辊心、轴承及衬板步骤
发布时间:2023-04-12
一、磨辊图
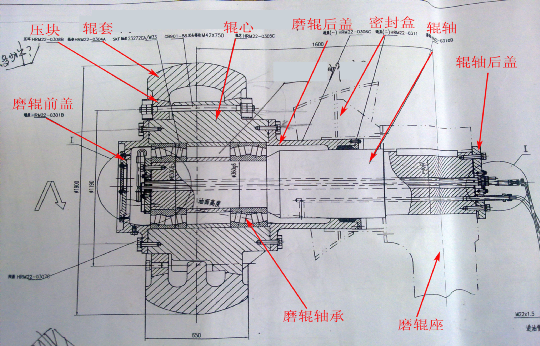
二、检修方案
1、拆卸检修门及安装液压缸:
(1)用电动扳手拆卸磨辊检修门螺栓,拆卸时应用2个1T手动葫芦把检修门和立磨壳体拉住,防止吊检修门突然掉出,用25T吊车及φ10钢丝绳及卸扣吊出检修门;
(2)拆卸出液压缸关节轴承销轴,用25T吊车辅助安装液压缸下部关节轴承销轴,然后接通液压站并开启,把液压杆伸出缓慢对准液压拉杆上座并安装关节轴承销轴;
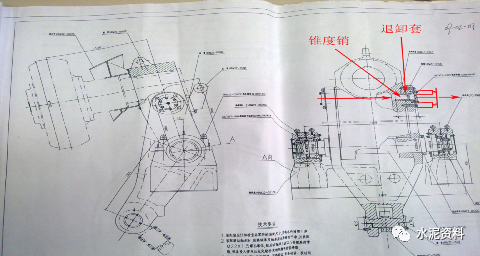
2、拆卸磨辊与摇臂连接螺栓:制作T型工具及2个50T液压油顶拔出两边磨辊与摇臂锥销及退卸衬套。如拆一个锥度销后,其余锥度销及退卸套可用φ60×2500钢管及大锤敲打辅助拆卸(还可用加热方式辅助拆卸);
3、翻出辊:通过移动液压站把对角两个磨辊翻出磨机外面,注意控制翻辊速度,防止速度过快把液压缸损坏;
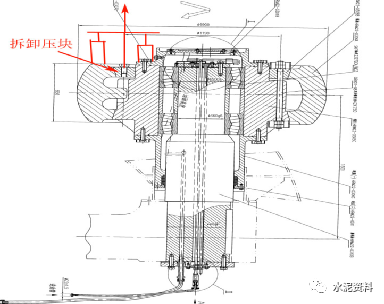
4、拆卸压块、辊套与辊心连接螺栓:用100割枪把辊套与辊心连接螺栓割断,制作T型工具及2个50T螺旋顶,用大锤敲击,吊车辅助拆卸辊套压块,辊套压块拆卸前应做好顺序记号,防止安装顺序混乱,螺栓孔对不上;
5、安装磨辊拆卸工具:搭好脚手架,用30mm钢板制作一个辊套拆卸平台并直接焊接到磨辊两侧密封槽上,拆卸平台与辊套距离应与100T油顶高度一致,在地面用一根φ120的钢管直接支撑平台底部;
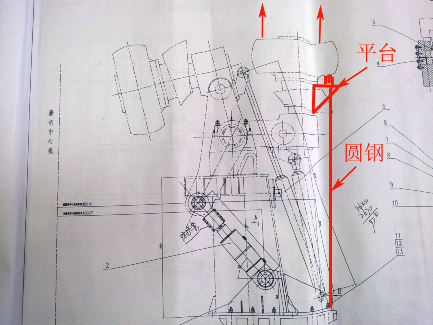
6、顶出辊套:安装两台100T油顶到拆卸平台与辊套之间,开动油顶油站,加压约120MPa时,辊套则可拆卸出来,如不行,可用加热方式对辊套进行加热。拆卸完毕,制作4个辊套吊勾(注:吊勾内侧弧度应与辊套表面弧度一致),用25T吊车吊下磨损辊套(约4T);
7、拆卸、安装辊心及轴承:
(1)拆卸磨辊轴与辊座后端盖,拆卸磨辊前端盖、轴承内圈压盖及辊心内部润滑油管;
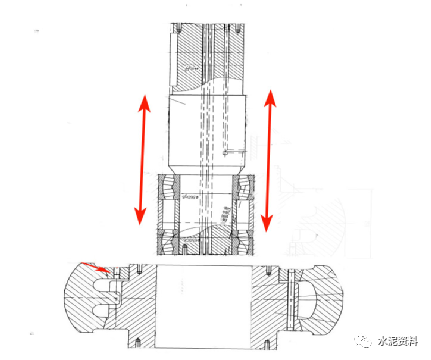
(2)安装2台50T薄油顶于拆卸平台,把辊心、轴承及磨辊轴整体从磨辊座里面拔出,用25T吊车吊下;
(3)解体辊心、轴承及磨辊轴:拆卸辊心两端轴承外圈压盖,垂直吊起磨辊轴,则可分离辊轴带轴承与辊心(轴承与辊心是间隙配合),然后制作工具及油顶拔出磨辊轴承;
(4)组装辊心、轴承及磨辊轴:清洗磨辊轴干净,然后把两套磨辊轴承安装到磨辊轴上;把辊心外轴承外圈端盖安装到辊心上,把辊心水平摆放,垂直吊起磨辊轴带轴承放入辊心里面,然后安装内轴承外圈端盖。安装前应对新轴承间隙、内外圈尺寸、辊心内圈及辊轴直径进行测量;如过盈太大,应通过热装法安装;
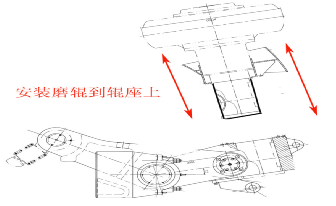
8、安装磨辊到辊座上:用25T吊车垂直吊起磨辊,缓慢放入磨辊座里面(磨辊轴与辊座通过键配合),安装磨辊轴后端盖,拉紧磨辊轴则可;
9、安装新辊套:用25T吊车把新辊套(5T)平整吊起,安放到辊心里面,然后通过2个16T螺旋顶把辊套调整水平,安装辊套压块通过大锤敲击、辊套螺栓拧紧辊套,压块应与辊心表面平齐;
10、拆卸辊套拆卸平台及安装其它部件:用100割枪、活动扳手370拆卸平台及安装油管等;
11、翻回磨辊及拆卸液压缸;
12、关磨门,试机。
三、衬板检修步骤
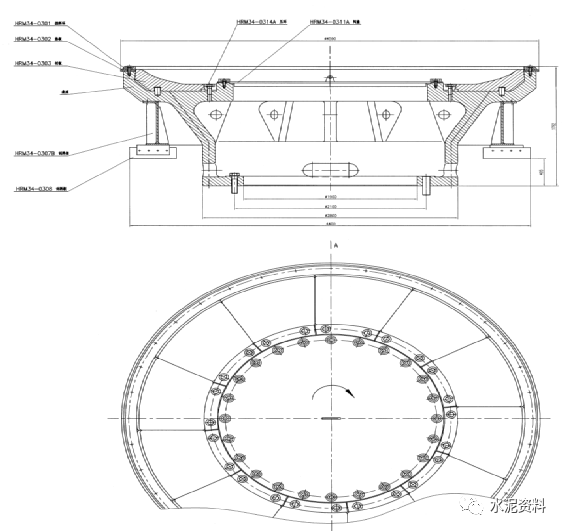
1、拆卸衬板内圈压块:制作T型工具及2个50T油顶,用大锤辅助敲击,拆卸块压块;
2、对衬板四周进行刨削:用炭弧气刨把衬板四周进行刨削,减少衬板与磨盘粘贴力,并把衬板两侧刨出一个缺口,以便拆卸;
3、拆卸衬板:制作S型工具,一边扣住衬板,另一边安装1个50T液压油顶把块衬板拆卸出来,其余以同样方法加2根1000撬棍辅助拆卸;
4、清理新衬板及磨盘:用抛光机把新衬板底部毛刺进行干净,并测量每块衬板两侧高度做好记录;用抛光机把磨盘毛刺及物料清理干净;
5、安装新衬板:用25T汽车吊及绷带逐个把新衬板吊到磨机内,按照衬板两个高度测量记录进行安装:
(1)相邻衬板之间高度并不得大于5mm,每两衬板接触面的高度应按照磨盘转向由高变低过渡;
(2)衬板间隙应一致;
(3)衬板外圈紧贴磨盘外圈边缘,衬板安装后无晃动现象;
(4)衬板与衬板间、衬板与磨盘间、压块与压块间的间隙应用浸油石棉盘根塞实;
6、安装衬板压块:拧紧衬板压块螺栓,并用大锤辅助安装,压块安装后的高度不能超过衬板高度。
(来源:水泥资料)



 上海移动端
上海移动端 上海公众号
上海公众号 陕西公众号
陕西公众号 陕西微信号
陕西微信号